Process fromager : quels coproduits génère le lait ?
Dans un process fromager, la lecture du bilan matière commence bien avant l’affinage. L’étape déterminante se situe au moment où le lait est standardisé, ensemencé si nécessaire, coagulé puis séparé entre caillé et sérum. C’est à ce stade que l’usine transforme une matière première liquide, très majoritairement constituée d’eau, en une matrice solide capable de devenir fromage.
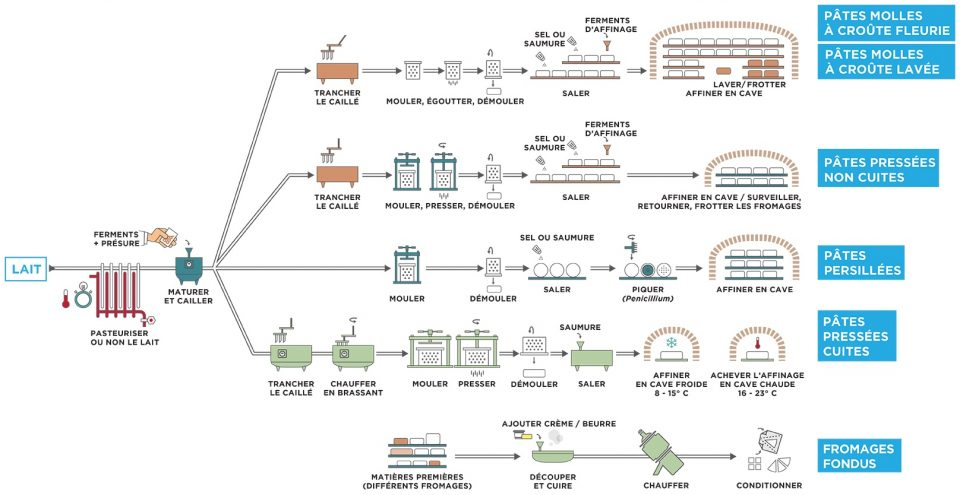
Concrètement, le lait réceptionné est d’abord contrôlé, puis orienté vers des opérations de préparation : écrémage partiel selon la recette, maturation, ajout de ferments et de présure. La coagulation provoque l’agrégation des caséines. Le décaillage, le brassage, puis le moulage et l’égouttage permettent ensuite de concentrer la matière utile dans le caillé et d’évacuer une grande partie de la phase aqueuse.

L’objectif industriel est double : obtenir la texture visée et maximiser la récupération de matière grasse et de protéines dans le fromage. Les repères techniques disponibles montrent qu’un bon pilotage vise environ 92 à 93 % de récupération de la matière grasse et 88 à 90 % de récupération de la matière protéique. Ces niveaux influencent directement le rendement fromager, couramment exprimé en poids de fromage obtenu pour 100 litres de lait. Autrement dit, cette séquence du process ne conditionne pas seulement la qualité sensorielle du produit fini ; elle détermine aussi le volume et la nature des coproduits que l’usine devra ensuite gérer ou réinjecter dans une filière de valorisation.
Identification des flux valorisables à ce stade du process
Le principal enseignement d’un bilan matière en fromagerie est simple : la plus grande part du lait n’entre pas dans le fromage final sous forme solide. Lors de la coagulation et de l’égouttage, le flux sortant dominant est le lactosérum, aussi appelé sérum de fromagerie. Dans un exemple technique de fabrication de pâte pressée cuite au lait cru, les entrées étaient de 410,00 kg de lait et 0,05 kg de présure diluée, pour une sortie visible de 39,43 kg de fromage. Les coproduits mentionnés comprenaient notamment 356,00 kg de sérum de moulage et 8,82 kg de sérum d’égouttage.
Ce point est central pour comprendre le process fromager : le coproduit majoritaire n’est pas marginal, il est structurel. Selon le type de fromage, la technologie employée et le niveau d’égouttage, ce sérum peut être généré en continu sur la ligne, par cuve ou par lot. Sa composition varie selon la teneur initiale du lait, le mode de coagulation, le taux de matière sèche recherché et les pertes fines de caillé.
D’autres flux peuvent également apparaître à cette étape ou à proximité immédiate :
- fonds de cuve et pertes de lait ou de caillé au démarrage ;
- rebuts de démoulage ou fromages non conformes ;
- eaux de lavage plus ou moins chargées en matières organiques ;
- boues issues du traitement des effluents du site.
La qualification de ces flux n’est pas toujours immédiate. Un lactosérum séparé proprement à la sortie de cuve n’a pas le même potentiel qu’un mélange sérum + eaux de NEP/CIP. De la même façon, un lot de fromage déclassé emballé ou salé tardivement ne s’oriente pas vers les mêmes débouchés qu’un retour de production frais et tracé. C’est pourquoi l’analyse du point exact de génération reste indispensable.
Pourquoi la gestion du flux dépend du process industriel
Deux fromageries produisant un volume similaire de sérum n’obtiennent pas forcément un flux valorisable dans les mêmes conditions. La différence se joue souvent dans la manière dont la matière est séparée, stockée, refroidie et tracée. Le lactosérum est un flux humide, fermentescible et sensible aux délais. Sans évacuation rapide ou maintien en température adapté, sa stabilité chute, avec un risque de développement microbiologique, d’odeurs et de dégradation de la qualité.
La variabilité est également forte. La composition du sérum dépend du lait d’origine, de la saison, du ratio matière grasse/protéines, du format de fromage et du niveau de fines entraînées. Un contrôle laitier réalisé toutes les 4 à 6 semaines peut déjà apporter des repères utiles pour suivre ces évolutions et rapprocher les performances matière du comportement réel des lots transformés.
Les contraintes d’exploitation sont très concrètes :
- besoin de cuves tampon ou de stockage réfrigéré ;
- fréquence d’enlèvement élevée en cas de flux liquide important ;
- risque de contamination croisée avec les eaux de nettoyage ;
- nécessité de distinguer coproduit valorisable et effluent à traiter ;
- traçabilité sanitaire renforcée pour certains débouchés.
La valeur du flux peut donc varier fortement selon son état. Un sérum propre, homogène et régulièrement disponible peut intéresser un débouché industriel. Le même volume, dilué par des eaux blanches ou stocké trop longtemps, bascule rapidement vers une solution moins rémunératrice, voire uniquement vers un traitement de type effluent. L’enjeu n’est pas seulement de mesurer les tonnages, mais de comprendre où le flux perd de la valeur dans le process.
Débouchés adaptés aux flux générés
Une fois les flux du process fromager correctement identifiés, plusieurs voies peuvent être étudiées, sans supposer qu’elles soient toutes disponibles pour chaque site. Le lactosérum peut d’abord rejoindre certaines filières d’alimentation animale lorsqu’il est propre, tracé, sans contamination par des détergents ou des emballages, et que la logistique reste compatible avec sa forte teneur en eau. Greenr référence d’ailleurs cette matière sur sa page dédiée au lactosérum.
Selon les équipements et les marchés, d’autres orientations existent : concentration, extraction de composants d’intérêt, formulation d’ingrédients, ou réemploi dans des schémas industriels spécifiques. Ces options demandent généralement des volumes réguliers, une qualité analytique suivie et une organisation plus structurée que la simple évacuation du flux.
Pour les flux moins nobles ou plus hétérogènes, la méthanisation peut constituer une solution pertinente, notamment lorsque les matières sont liquides, fermentescibles et disponibles localement. La faisabilité dépend cependant du mélange d’intrants, du pouvoir méthanogène réel, des contraintes d’acceptation de l’unité et du coût de transport. Sur ce point, la page Unité de méthanisation permet d’illustrer les critères de débouché.
Les rebuts de fabrication, écarts de démoulage ou produits finis déclassés peuvent, selon leur nature, être orientés vers l’alimentation animale, la méthanisation ou d’autres filières adaptées. En revanche, dès qu’un flux est mélangé à des eaux de lavage ou perd sa séparation à la source, les options se réduisent. Dans beaucoup de cas, une amélioration simple du process — ligne dédiée, cuve tampon, séparation plus précoce — peut suffire à transformer un coût de traitement en matière mieux valorisée.
Traçabilité, conformité et optimisation des flux
L’intérêt d’un bilan matière détaillé en fromagerie est économique avant d’être théorique. Quand quelques points de récupération de matière grasse ou protéique sont perdus, cela se traduit à la fois par un rendement fromager plus faible et par un flux sortant plus chargé à gérer. À l’inverse, un meilleur pilotage peut contribuer à réduire les pertes, à limiter les coûts d’évacuation et à orienter chaque flux vers la filière la plus cohérente.
Les écarts de valorisation observés dans la filière caprine montrent d’ailleurs que la performance économique dépend aussi du débouché final : des moyennes de 1 237 €/1000 l en vente à affineur, 1 287 €/1000 l en vente mixte et 1 523 €/1000 l en vente directe ont été relevées, avec des maxima allant jusqu’à 2 050 €/1000 l. Même si ces chiffres concernent la commercialisation du fromage et non la seule gestion des coproduits, ils rappellent qu’un bon rendement matière irrigue toute l’économie du site.
Sur le plan réglementaire, la distinction entre coproduit valorisable, sous-produit animal, effluent ou déchet reste déterminante. Elle conditionne les documents de suivi, la traçabilité, les exigences sanitaires et l’acceptabilité par les débouchés. Une meilleure caractérisation analytique et une séparation rigoureuse des flux peuvent donc sécuriser les choix industriels tout en limitant les kilomètres inutiles et, sous réserve des distances évitées, améliorer le bilan carbone logistique. Pour approfondir le sujet réglementaire, la synthèse publique de l’ADEME sur les biodéchets et matières organiques constitue un repère utile : source externe ADEME.
Dans une fromagerie, comprendre le process fromager ne sert pas seulement à fabriquer un bon produit : cela permet aussi de cartographier précisément les flux, d’anticiper leurs contraintes et de choisir des débouchés réalistes. Entre sérum propre, eaux chargées, rebuts de fabrication et effluents, la valeur d’une matière dépend souvent du point exact où elle est captée et des conditions dans lesquelles elle est conservée.
Si vous souhaitez objectiver ces flux sur votre site, Greenr peut identifier les opportunités à proximité de votre site, en tenant compte des volumes, de la régularité, de la qualité matière et des contraintes logistiques. L’enjeu n’est pas de promettre une valorisation systématique, mais d’orienter chaque coproduit vers la filière la plus cohérente au regard de votre process, de votre organisation industrielle et des débouchés réellement accessibles.