Fabrication de la crème : quels coproduits valoriser ?
Les étapes de la fabrication de la crème

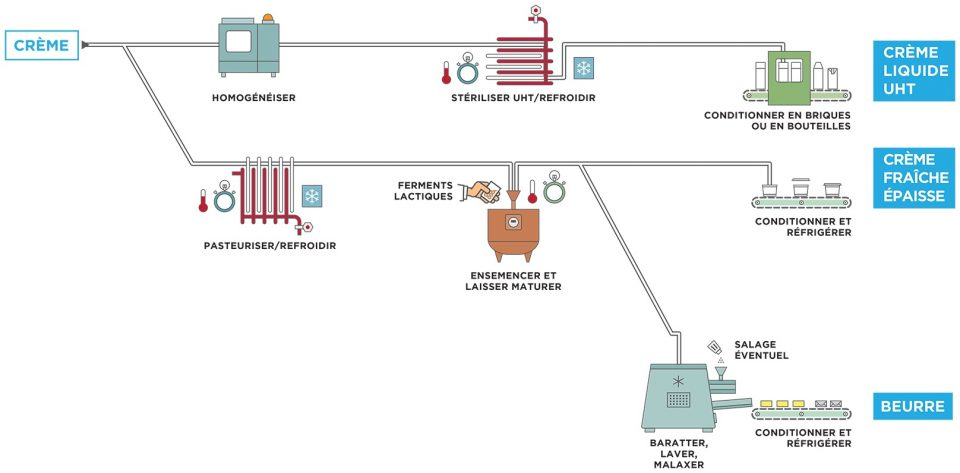
Dans la fabrication de la crème à partir du lait, l’opération déterminante intervient très tôt dans la chaîne de transformation : il s’agit de l’écrémage, généralement suivi d’un traitement thermique puis, selon le produit visé, d’une maturation et d’un conditionnement. Le lait cru ou standardisé arrive d’abord en réception, est contrôlé, puis chauffé autour de 60 °C pour faciliter la séparation de la matière grasse. À ce stade, la fonction de l’installation est de séparer mécaniquement la phase grasse du lait à l’aide d’une centrifugeuse.
Le principe industriel est simple : sous l’effet de la force centrifuge, la fraction la plus riche en matière grasse est concentrée pour former la crème, tandis que la phase plus pauvre en lipides devient lait écrémé ou partiellement écrémé. Cette étape conditionne directement le taux de matière grasse du produit final. En moyenne, le lait de collecte contient autour de 40 g de matière grasse par litre, alors qu’un litre de lait demi-écrémé n’en contient plus qu’environ 15 g.
La crème séparée est ensuite pasteurisée entre 80 °C et 100 °C pendant 10 à 50 secondes, selon le profil recherché et les paramètres de ligne. Ce traitement vise à sécuriser la qualité microbiologique sans aller vers une stérilisation pour la crème fraîche. Industriellement, cette séquence a un double objectif : obtenir une crème conforme en goût, texture et sécurité sanitaire, tout en maintenant un bon rendement matière. Les choix opérés à cette étape influencent donc la régularité du produit fini, mais aussi la nature des flux sortants qui devront être gérés ou réinjectés dans d’autres ateliers.
Identification des flux valorisables à ce stade du process
L’écrémage ne génère pas seulement de la crème commercialisable. Il produit aussi plusieurs flux sortants dont la qualification dépend de l’organisation du site. Le premier est le lait écrémé, coproduit direct de la séparation. Dans un schéma simple de transformation à la ferme, 11 litres de lait entier peuvent donner environ 1 litre de crème et 10 litres de lait écrémé. En industrie, les volumes sont évidemment plus élevés, mais la logique reste la même : plus l’usine concentre de matière grasse dans la crème, plus elle génère de phase maigre à orienter.
Pour produire 1 kg de crème à au moins 30 % de matière grasse, il faut généralement 7 à 10 litres de lait de vache. Ce ratio montre que l’atelier manipule des volumes importants de lait pour un volume final de crème relativement concentré. Selon les lignes, l’étape peut également générer :
- des fonds de cuve ou restes de lots lors des changements de recette ;
- des retours de crème non conforme en texture, acidité ou taux de matière grasse ;
- des eaux de rinçage et de NEP/CIP contenant des traces de lait et de crème ;
- des boues de prétraitement ou flottants gras en station interne ;
- des pertes ponctuelles liées aux démarrages, arrêts ou surverses.
Ces flux ne présentent pas tous la même valeur. Un lait écrémé propre, séparé en continu et maintenu au froid peut être réorienté vers une autre fabrication ou vers une filière matière. À l’inverse, un mélange de crème, d’eau de lavage et de résidus de nettoyage bascule rapidement vers un statut de déchet à faible valeur. La difficulté vient du fait que les volumes dépendent du rendement de séparation, des standards de qualité, de la saison laitière, de la teneur initiale en matière grasse et de la fréquence des nettoyages. Dans certaines usines, un même atelier peut donc générer à la fois un coproduit valorisable et des effluents organiques coûteux à traiter.
Pourquoi la gestion du flux dépend du process industriel
Dans un atelier crème, la valeur d’un flux ne tient pas seulement à sa composition théorique, mais à son état réel au moment où il sort du process. Le lait écrémé ou la crème déclassée sont des matières très périssables. Sans refroidissement rapide, elles peuvent fermenter, développer une charge microbienne élevée ou perdre leur aptitude à certaines filières. La gestion des températures, du temps de séjour et de la séparation des circuits est donc déterminante.
La première contrainte est la variabilité. Le taux de matière grasse du lait collecté évolue, tout comme la performance des séparateurs, les recettes ou les exigences clients. Un flux de lait écrémé très homogène, sans dilution, n’a pas la même destination qu’un mélange hétérogène issu de plusieurs purges. La seconde contrainte est l’hygiène : présence éventuelle de détergents résiduels après nettoyage, contamination croisée entre lots, ou mélange avec des eaux de rinçage. Dès qu’un flux est souillé ou insuffisamment tracé, les débouchés se restreignent fortement.
Le stockage constitue aussi un point sensible. Les matières laitières attirent les nuisibles, génèrent des odeurs en cas de dégradation et nécessitent souvent des cuves ou contenants fermés, nettoyables et suivis. La fréquence d’enlèvement doit rester compatible avec la stabilité du produit. Enfin, l’usine doit pouvoir documenter l’origine du flux, son volume, sa fréquence et ses caractéristiques analytiques. Un coproduit bien séparé à la source, avec une matière sèche ou un taux de gras connus, pourra être négocié différemment d’un mélange organique peu caractérisé. C’est souvent à ce niveau que se joue l’écart entre une sortie valorisable et une charge d’évacuation subie.
Débouchés pour valoriser les coproduits de la crème
Les pistes de valorisation autour de la fabrication de la crème dépendent d’abord de la propreté du flux. Le lait écrémé issu de l’écrémage est le premier gisement à examiner. Lorsqu’il reste conforme et bien maîtrisé, il peut être réinjecté dans d’autres fabrications laitières ou dirigé vers des usages de transformation comme la concentration ou le séchage pour produire des ingrédients laitiers. La filière laitière montre d’ailleurs depuis longtemps cette logique d’optimisation des fractions : dans d’autres fabrications, des coproduits comme la poudre de lait écrémé, la poudre de babeurre ou la poudre de lactosérum sont couramment issus de cette approche industrielle.
Pour des flux non destinés à l’alimentation humaine, l’alimentation animale peut être envisagée sous réserve de conformité sanitaire, de traçabilité et d’absence de contamination par produits de nettoyage. Cette option est surtout pertinente lorsque le flux est homogène, rapidement disponible et situé à proximité d’éleveurs ou de fabricants d’aliments. À défaut, la méthanisation peut constituer un débouché pour des écarts de production, des crèmes déclassées ou certains effluents organiques, à condition de vérifier l’acceptabilité du substrat, sa teneur en eau, sa charge organique et les règles applicables aux sous-produits animaux.
Les eaux blanches ou eaux de process légèrement chargées peuvent parfois être mieux gérées par une réduction des pertes à la source que par une recherche de débouché externe. Installer une séparation plus fine entre lait écrémé propre, retours de produit et eaux de lavage permet souvent d’augmenter la part de matière orientable vers une valorisation utile. Dans tous les cas, la meilleure filière n’est pas universelle : elle dépend du volume, de la régularité, de la distance au repreneur et du niveau de caractérisation du flux.
Traçabilité, conformité et optimisation des flux
L’impact économique de cette étape est direct. Produire de la crème mobilise des volumes importants de lait : 7 à 10 litres pour 1 kg de crème à au moins 30 % de matière grasse. Dans ce contexte, chaque perte de phase grasse, fond de cuve ou dilution dans les eaux de nettoyage peut augmenter le coût matière. À l’inverse, une meilleure séparation des flux peut réduire les coûts d’évacuation et améliorer la récupération de valeur sur les coproduits.
Sur le plan carbone, une valorisation de proximité peut contribuer à limiter les kilomètres parcourus et à mieux utiliser une matière déjà collectée, transformée puis séparée sur site. Le bénéfice réel dépend toutefois des volumes, du transport, du traitement complémentaire nécessaire et du débouché final. Réorienter un lait écrémé propre vers un usage matière n’a pas le même bilan qu’expédier des effluents très dilués sur une longue distance.
La dimension réglementaire reste structurante : selon sa qualité et son usage, un flux peut relever d’un statut de coproduit ou de déchet. Les exigences de traçabilité, les règles sanitaires applicables aux matières d’origine animale, les justificatifs de transfert et la conformité du repreneur doivent être vérifiés. Pour sécuriser ces choix, il est utile de s’appuyer sur des références techniques et réglementaires, par exemple via les travaux de Syndifrais sur la fabrication de la crème fraîche. Mieux qualifier le flux permet ensuite de comparer de façon réaliste coût de traitement, valeur potentielle et robustesse de la filière choisie.
Dans un atelier laitier, la performance matière ne se joue pas uniquement sur la recette finale, mais sur la manière dont chaque flux sort du séparateur, circule dans l’usine et reste identifiable jusqu’à son débouché. Pour un site qui fabrique de la crème, cartographier précisément les volumes de lait écrémé, les retours produit, les effluents chargés et les pertes de démarrage permet souvent de clarifier les vraies options de valorisation.
Greenr peut identifier les opportunités à proximité de votre site, comparer les débouchés compatibles avec vos contraintes sanitaires et logistiques, et aider à distinguer ce qui peut être réorienté, transformé ou simplement mieux isolé dans le process. Pour aller plus loin, vous pouvez aussi consulter notre page Évaluez la valeur des coproduits et déchets organiques.