Fabrication des yaourts : quels coproduits valoriser ?
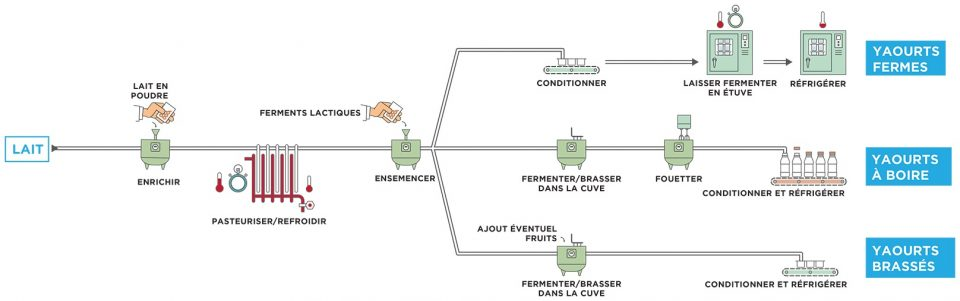
Dans la transformation du lait en yaourt, l’étape centrale se situe entre la préparation du lait et le conditionnement final : standardisation, traitement thermique, ensemencement en ferments, fermentation puis refroidissement. C’est à ce moment que le lait passe d’une matière première liquide et microbiologiquement sensible à un produit fermenté stabilisé, avec une texture, une acidité et un goût attendus par le marché.

En pratique, le lait réceptionné peut être écrémé partiellement, enrichi en matière sèche selon la recette, homogénéisé puis pasteurisé. L’objectif industriel est double : sécuriser la qualité sanitaire et obtenir une structure régulière. L’homogénéisation agit sur la taille des globules gras, tandis que le traitement thermique modifie aussi les protéines et facilite la tenue du gel. Après ajout des ferments lactiques, la fermentation transforme une partie du lactose en acide lactique et fait baisser le pH. Cette acidification conditionne directement la viscosité, la synérèse et la stabilité du yaourt.
Selon les ateliers, cette séquence est conduite en cuve avant remplissage, ou en pot avec incubation après dosage. Ce choix de process n’est pas neutre : il influence les rendements, les pertes de ligne, la fréquence de nettoyage et la nature des flux organiques générés. Dans des structures très hétérogènes, les volumes annuels transformés observés dans la littérature vont d’environ 14 820 à près de 600 000 litres, pour une moyenne de 63 749 litres par atelier. À mesure que le volume augmente, l’efficacité opérationnelle tend à progresser, avec un temps moyen de transformation de 44 h pour 1 000 L dans les petits ateliers contre 24 h au-delà de 200 000 L/an.
Identification des flux valorisables à ce stade du process
Contrairement à une fabrication fromagère, la production de yaourt ne génère pas systématiquement un coproduit distinct de type lactosérum. Les flux sortants sont surtout liés aux écarts de fabrication, aux fins de cuve, aux purges de démarrage, aux retours de conditionnement et aux effluents de nettoyage. Selon les lignes de production, on peut également trouver des yaourts déclassés pour défaut de texture, sous- ou sur-acidification, erreur d’aromatisation, défaut de dosage ou problème d’operculage.
Les pertes les plus fréquentes apparaissent à plusieurs moments :
- lors du basculement entre lots ou recettes ;
- en fin de soutirage des cuves et des tuyauteries ;
- au conditionnement, avec pots mal scellés, poids non conformes ou casse ;
- pendant les opérations de NEP/CIP, qui emportent des résidus lactés et fermentés dans les eaux de lavage.
La nature du flux dépend fortement du type de yaourt fabriqué. Un yaourt nature, brassé ou étuvé, n’entraîne pas les mêmes rejets qu’une référence aux fruits, sucrée ou enrichie.
Dès qu’il y a ajout d’ingrédients, la composition devient plus complexe : teneur en sucre, présence éventuelle de morceaux, viscosité plus élevée, emballages associés en cas de lots déclassés conditionnés. Cela complique l’orientation vers une filière de valorisation.
Sur le plan économique, le yaourt reste toutefois un produit à forte création de valeur. Les références compilées indiquent une valorisation d’environ 2 €/L de lait transformé, avec un prix observé autour de 0,38 € le pot de yaourt nature. À titre indicatif, 1 litre de lait entier peut permettre de produire environ 8 pots de 125 g. Cette valeur du produit fini incite à distinguer soigneusement ce qui relève d’une perte évitable et ce qui peut réellement être orienté vers un débouché matière.
Pourquoi la gestion du flux dépend du process industriel
Dans un atelier yaourt, la valeur d’un flux ne dépend pas seulement de sa composition théorique, mais de son état réel à la sortie du process. Un fond de cuve de lait fermenté non mélangé à d’autres résidus reste plus simple à réinjecter ou à orienter qu’un mélange de yaourt, d’eau de rinçage, de détergents résiduels et d’emballages souillés. La séparation à la source fait donc une différence immédiate.
Les contraintes majeures sont d’abord techniques. Le yaourt est un produit humide, fermentescible, sensible aux montées en température et aux développements microbiens. Sans évacuation rapide, il peut générer odeurs, gonflement des contenants et instabilité de texture. Les flux doivent souvent être stockés au froid ou en tout cas retirés rapidement, surtout lorsqu’ils conservent un statut compatible avec une valorisation matière.
La variabilité joue aussi beaucoup. Le taux de matière sèche, la teneur en sucre, la présence de fruits, d’arômes ou de stabilisants, ainsi que la part d’emballages, modifient fortement les options disponibles. Un lot de yaourts natures non conformes pour une raison commerciale n’a pas le même potentiel qu’un mélange hétérogène de pots operculés issus d’un incident de conditionnement. De même, les eaux blanches de rinçage en début de nettoyage peuvent rester riches en matière organique, alors que les effluents plus dilués en fin de cycle relèvent davantage d’une gestion d’eaux usées que d’une valorisation de coproduits.
Enfin, la traçabilité interne est décisive : lot, recette, température, heure de déclassement, présence ou non d’allergènes ajoutés, contact avec des produits de nettoyage. Sans cette caractérisation minimale, un même flux perd rapidement de sa valeur de débouché et bascule vers une solution plus coûteuse de traitement.
Débouchés adaptés aux flux générés
Les voies de valorisation existent, mais elles doivent être choisies en fonction du process réel. Pour des yaourts ou préparations lactées propres, séparés et sans emballage, une orientation vers l’alimentation animale peut être étudiée, sous réserve de conformité réglementaire, de composition et d’acceptation par l’utilisateur final. Cette option est plus crédible pour des flux réguliers, homogènes et rapidement disponibles.
Lorsque les matières sont trop mélangées, trop acides, trop irrégulières ou comportent des emballages, la méthanisation devient souvent une piste plus réaliste. Les yaourts déclassés, refus de dosage ou retours de production peuvent contribuer à l’alimentation d’une unité, à condition de maîtriser le déconditionnement si nécessaire, la logistique et l’acceptabilité du flux par l’exploitant. Les effluents très dilués, eux, relèvent plutôt d’un traitement adapté des eaux résiduaires, avec parfois un intérêt à récupérer en amont les fractions les plus chargées.
D’autres leviers sont internes avant d’être externes. Une meilleure récupération des fins de ligne, un pilotage plus précis des changements de recette, ou une séparation entre flux encore “propres” et flux déjà souillés peuvent augmenter la valeur matière récupérable. La proximité géographique du débouché compte également : sur des produits très humides, le transport pèse vite dans l’équation économique.
Plus largement, la compréhension fine du process permet d’éviter de considérer tous les rejets laitiers comme un seul ensemble. C’est cette distinction qui conditionne le bon aiguillage entre réemploi interne, débouché agricole, valorisation énergétique ou traitement.
Traçabilité, conformité et optimisation des flux
L’impact économique d’une mauvaise gestion des pertes en yaourterie se joue à plusieurs niveaux : perte de matière noble, coût de stockage, fréquence des enlèvements, nettoyage supplémentaire, traitement des effluents et temps opérateur. Dans un produit dont la valorisation peut atteindre environ 2 €/L de lait transformé, chaque dérive de rendement ou déclassement répété pèse davantage qu’un simple coût de déchet.
Sur le plan carbone, une orientation locale des flux peut contribuer à réduire les kilomètres parcourus et à substituer, selon les cas, d’autres intrants organiques ou énergétiques. Cet effet reste toutefois très dépendant du volume, de la saisonnalité, du taux d’eau et de la distance au site de valorisation. Pour des matières aussi humides que les yaourts ou boues lactées, la logistique devient rapidement déterminante.
Le volet réglementaire impose de qualifier correctement le flux : coproduit réutilisable, sous-produit d’origine animale, biodéchet ou déchet avec emballage. Cette qualification conditionne les documents de suivi, les exigences sanitaires et les débouchés autorisés. Une meilleure caractérisation du flux, appuyée par des données de process et de composition, permet de sécuriser les choix et d’éviter des orientations théoriquement possibles mais inapplicables sur le terrain.
Pour approfondir le cadre général, vous pouvez aussi consulter cette synthèse sur l’économie et la viabilité d’un atelier laitier, utile pour replacer la performance matière dans une logique d’atelier.
Dans une usine de yaourts, les coproduits ne sont pas toujours spectaculaires, mais ils sont souvent diffus, fréquents et coûteux lorsqu’ils sont mal séparés. Cartographier les étapes qui génèrent des pertes, qualifier les flux et identifier les contraintes de stockage ou de conformité permet déjà d’améliorer la décision industrielle. Greenr peut identifier les opportunités à proximité de votre site, en tenant compte de la nature réelle des matières, de leur régularité et des débouchés accessibles localement. C’est une manière concrète de passer d’une gestion subie des rejets à une organisation plus lisible, plus traçable et potentiellement plus rentable.